




正在下载文件,请勿关闭页面,若关闭页面下载任务将会取消
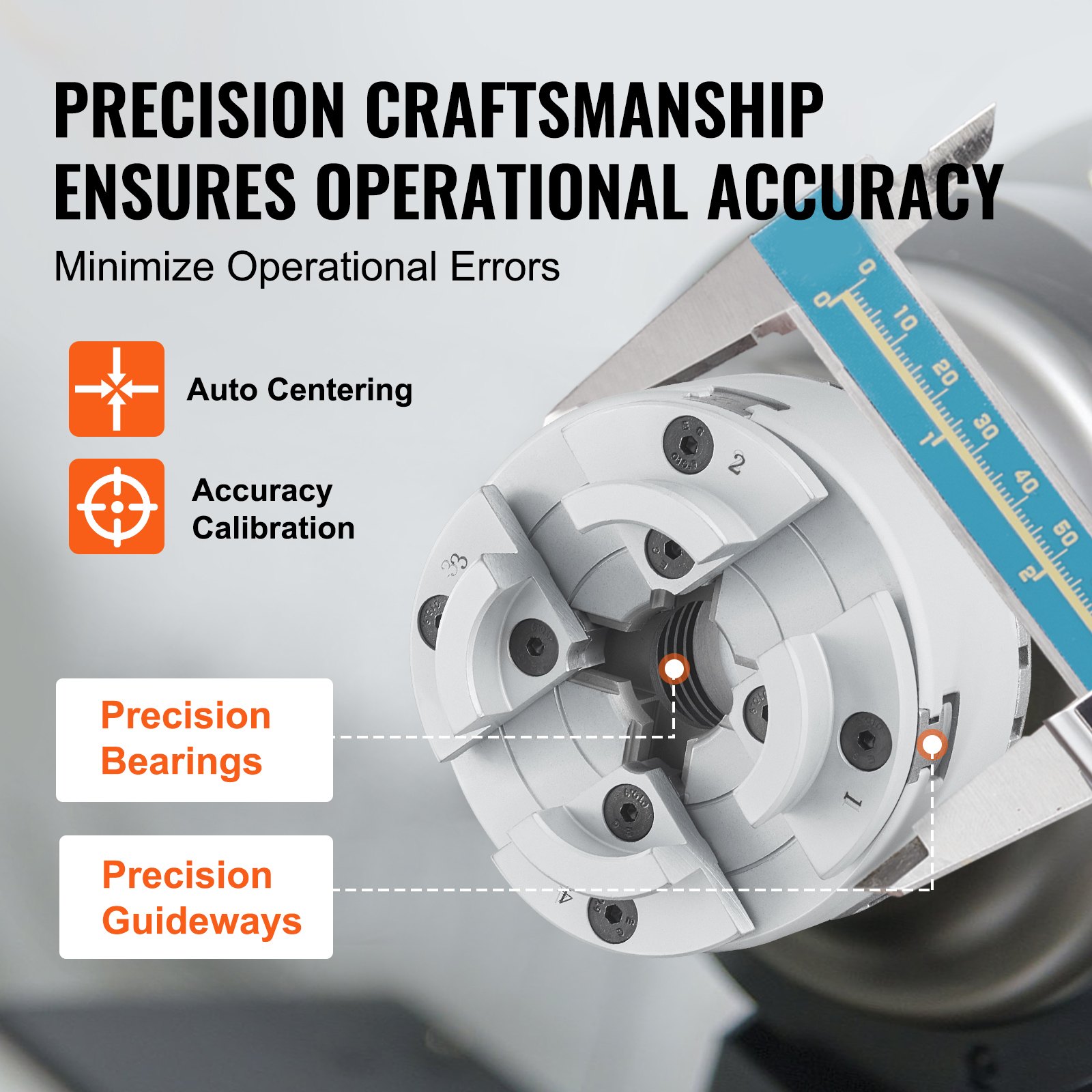
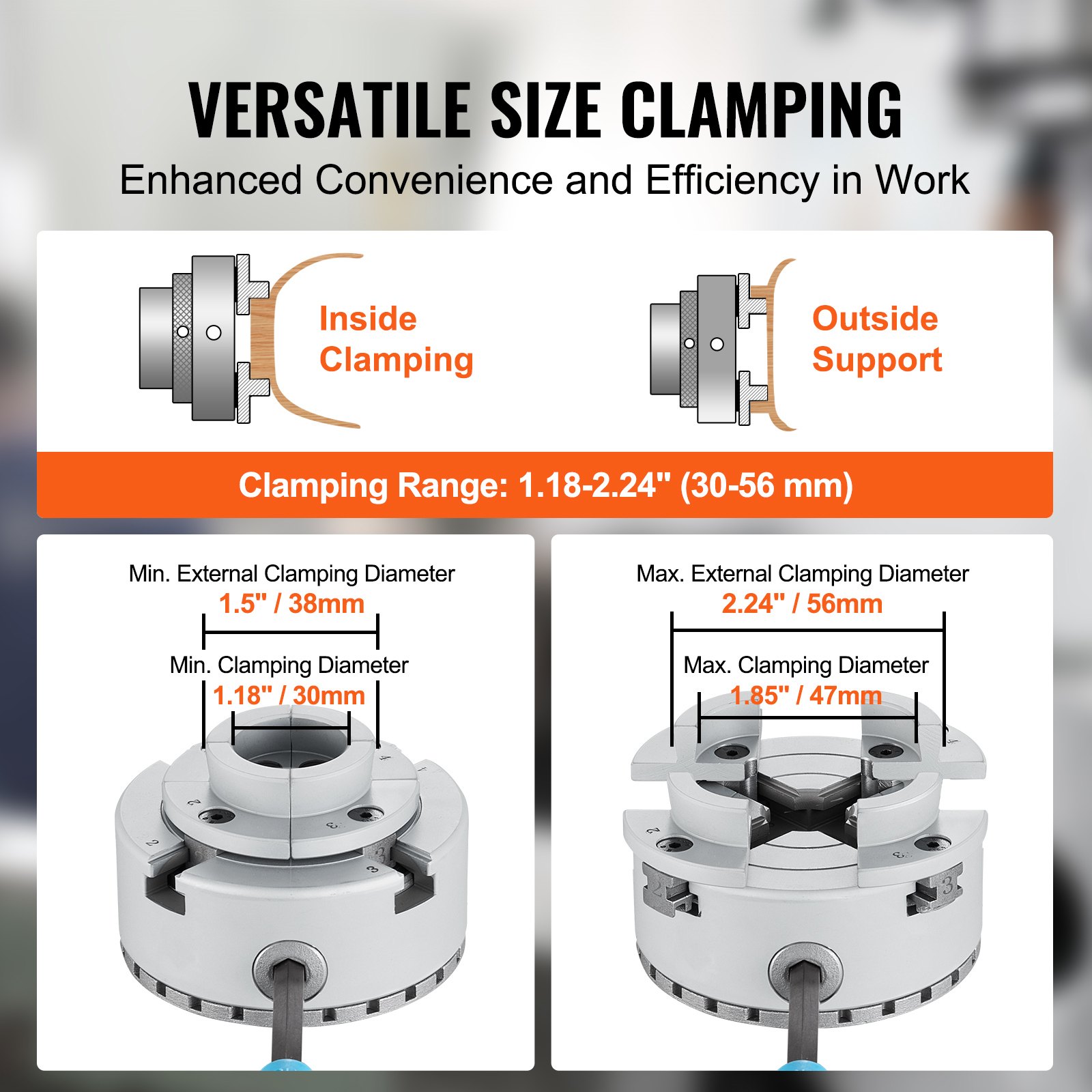
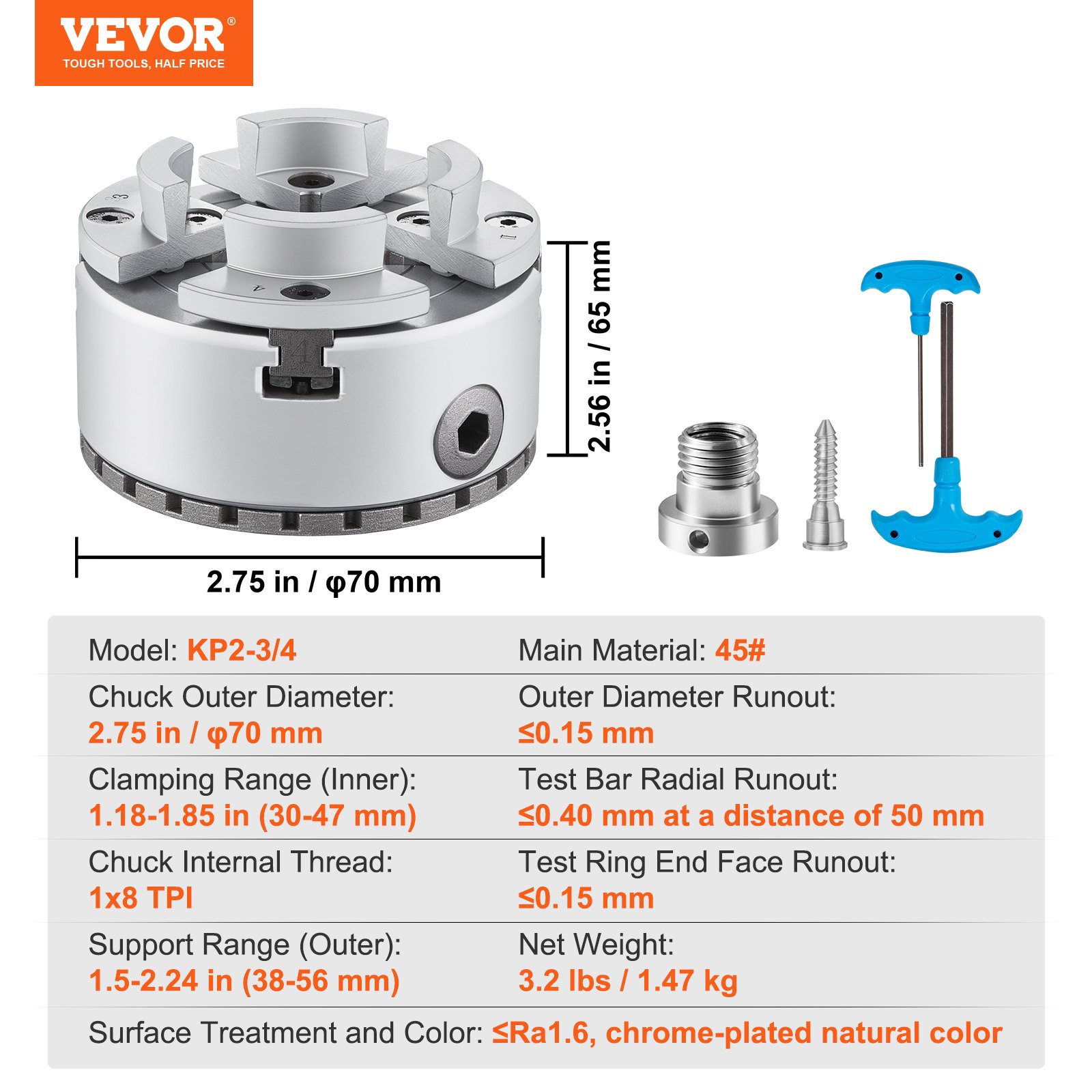
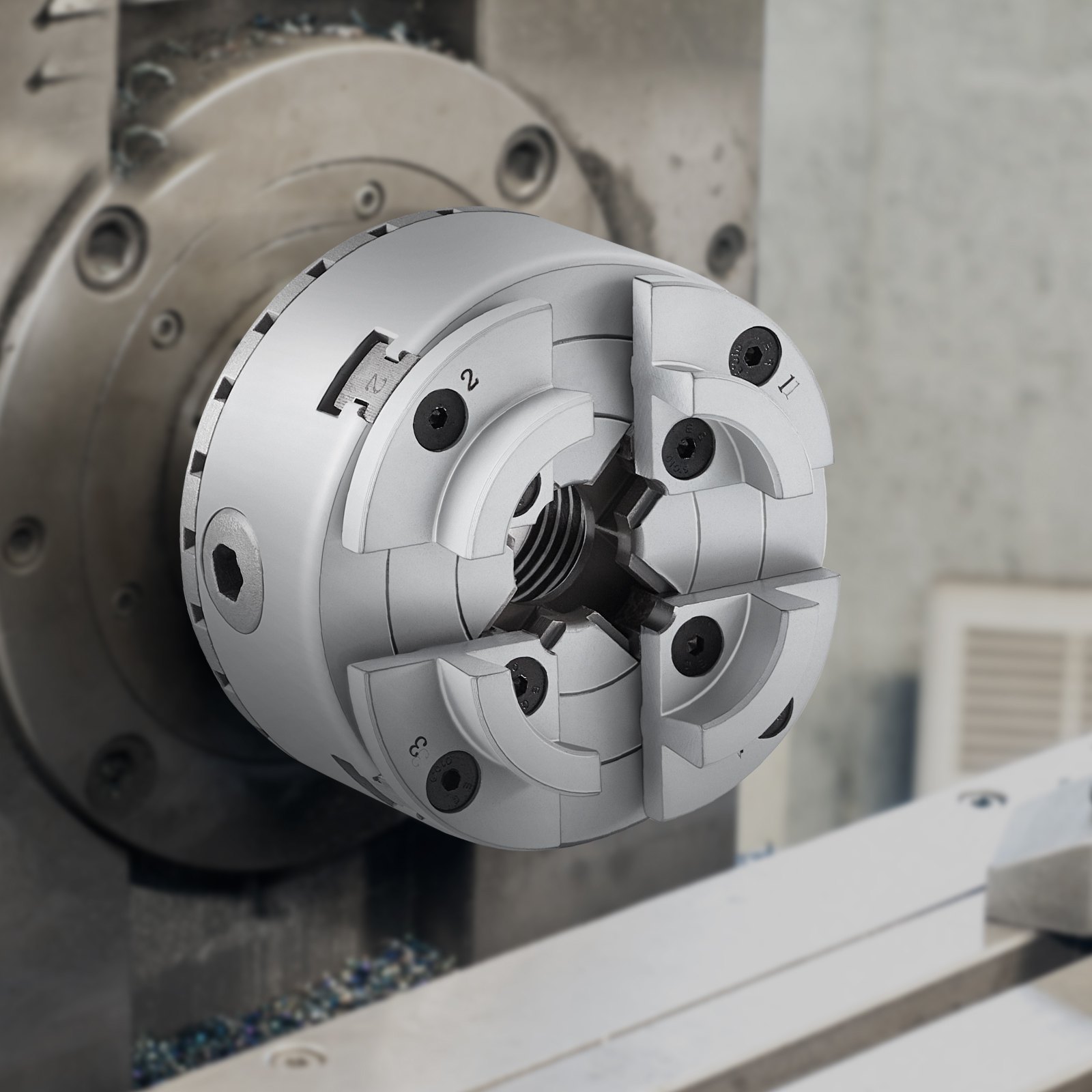
Core functional modules High strength composite materials and precision manufacturing processes Material composition: Made of # 45 high-quality carbon structural steel (carbon content 0.42% -0.50%), treated with high temperature quenching (840 ℃± 10 ℃) and medium temperature tempering (550 ℃± 10 ℃), with a hardness of HRC28-32 and a tensile strength of ≥ 600MPa, ensuring deformation resistance during high-speed rotation. Modular expansion and ease of maintenance Accessory compatibility: Supports customization of various non-standard claws (such as soft claws, hard claws, V-shaped claws) to adapt to workpieces of different shapes; The chuck body is reserved with a threaded interface, which can be installed with a top seat to achieve double top machining of shaft parts. Technical Specifications Table Project Indicator Testing Standards Applicable spindle interfaces A2-5, A2-6, D1-5 ISO 7388-1 Maximum clamping diameter of 250mm (standard)/300mm (optional) JB/T 10251 Centering accuracy ≤ 0.05mm (test rod with a diameter of 100mm) GB/T 4683 Repetitive positioning accuracy ≤ 0.02mm ISO 230-2 Maximum speed 3000r/min (A2-5 interface) GB/T 4684 Dynamic balance grade G2.5 ISO 1940 Salt spray test for 1000 hours without corrosion GB/T 10125 Weight 12.5kg (model with a diameter of 200mm) measured value Installation steps: Use a dial gauge to calibrate the spindle flange end face runout (≤ 0.03mm), clean the mating surface, and evenly apply anti seize compound. Tighten the chuck fixing bolts three times in diagonal order (torque value: 80-100N · m for M12 bolts). Conduct a 5-minute no-load test run (at a speed of 500r/min) to check the stability of the chuck operation. Operating standards: Avoid using it under conditions exceeding 120% of the rated speed to prevent the centrifugal force of the claw from exceeding the limit. When processing hard and brittle materials, it is recommended to use progressive feed (feed rate per tool ≤ 0.5mm) and fully utilize cutting fluid cooling. Regularly (every 200 hours) use a specialized wrench to clean the iron filings in the dovetail groove of the claw to prevent affecting the adjustment accuracy.



Verification Code
The file is downloading, please do not close the page.

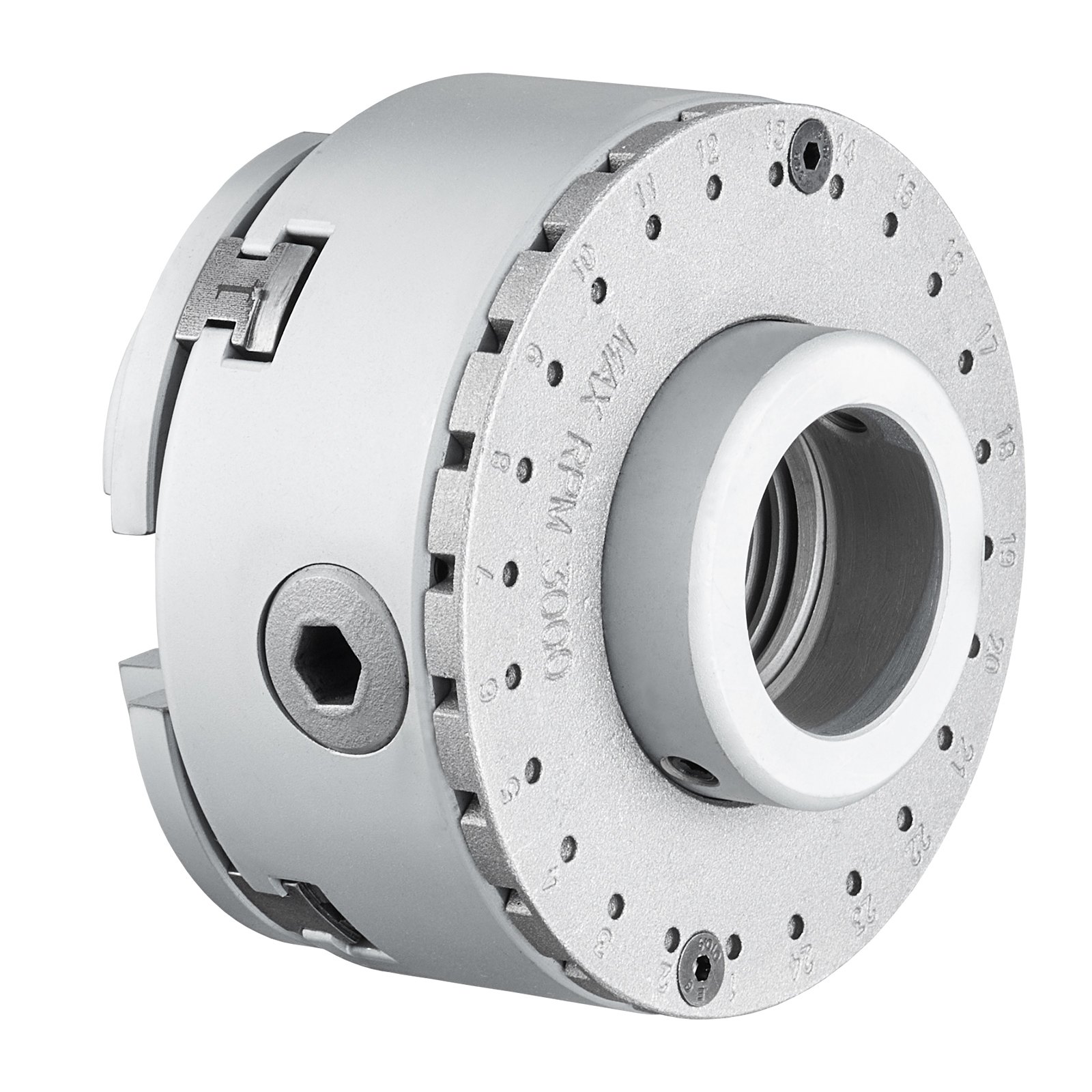
KP2-3/4 Lathe Chuck, 4-Jaw 2.75" Diameter, Metal Lathe Chuck Turning Machine Accessories, Self-centering Tool, For Lathe, Precision Machining, Grinding Machines, Milling Machines

- MGCCKP275YC0517OZV0